Inżynieria stojąca za Micronem
Prawdziwej precyzji nie da się złożyć z zewnętrznych części. Musi być tworzona od podstaw. Okamoto jest jednym z niewielu na świecie producentów obrabiarek z w pełni zintegrowanym systemem produkcyjnym. Kontrolujemy każdą zmienną - od metalurgii odlewów po końcowe ręczne wykończenie prowadnic.
SPRZĘT
Własna produkcja wrzecion
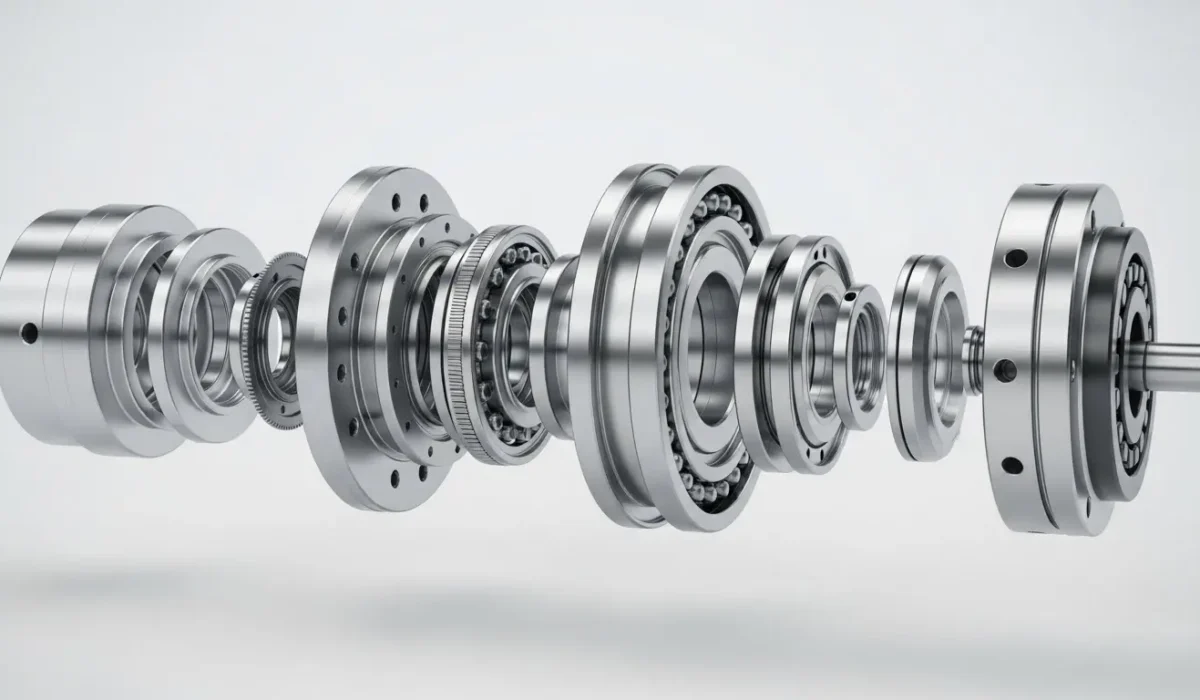
Wrzeciono jest sercem każdej szlifierki. Produkujemy własne precyzyjne wrzeciona i systemy pinoli, aby zapewnić brak kompromisów.
- Kontrola temperatury: Nasze wrzeciona są zaprojektowane tak, aby zminimalizować rozszerzalność cieplną, często w połączeniu z zaawansowanymi systemami chłodzenia w celu utrzymania dokładności podczas długich serii produkcyjnych.
- Sztywność: Niezależnie od tego, czy wykorzystujemy łożyska hydrodynamiczne do dużych obciążeń, czy łożyska kulkowe o dużej prędkości do precyzyjnej pracy, nasze wrzeciona są wyważone, aby wyeliminować bicie.
Skrobanie ręczne: Gdzie rzemiosło pokonuje automatyzację
W erze liniowych prowadnic, Okamoto nadal inwestuje w tradycyjną sztukę Kisage (japoński, skrobanie ręczne) dla naszych powierzchni ślizgowych. Ten pracochłonny proces, wykonywany przez mistrzów rzemiosła, ma kluczowe znaczenie dla “całkowitej precyzji”.”
- Retencja oleju: Proces skrobania tworzy mikroskopijne kieszenie olejowe na powierzchni prowadnicy. Zapewnia to doskonałą retencję smaru, zapobiegając zjawisku “stick-slip” i umożliwiając wyjątkowo płynny ruch.
- Geometryczna perfekcja: Żadna maszyna nie jest w stanie dorównać zdolności korekcyjnej ludzkiej ręki, która dostosowuje płaskość z dokładnością do mikrometrów. Skutkuje to doskonałym kontaktem między ruchomymi częściami.
- Długowieczność: Ręcznie skrobane prowadnice ślizgowe (konstrukcja V-V i V-Flat) oferują doskonałą nośność i odporność na zużycie w porównaniu z przykręcanymi szynami liniowymi.

Odlewy o wysokiej sztywności z naszych własnych odlewni

Każda maszyna Okamoto ma swój początek w naszych własnych odlewniach. W przeciwieństwie do producentów, którzy kupują ogólne łoża maszyn, my projektujemy nasze odlewy specjalnie do zastosowań szlifierskich.
- Tłumienie drgań: Używamy wysokiej jakości, gęstego żeliwa, które naturalnie pochłania wibracje szlifowania, zapewniając doskonałe wykończenie powierzchni.
- Żebrowana konstrukcja: Nasze łoża posiadają silnie użebrowane struktury wewnętrzne, które są odporne na odkształcenia termiczne i siły skręcające, nawet podczas intensywnego szlifowania z posuwem pełzającym.
- Łagodzenie stresu: Wszystkie odlewy poddawane są rygorystycznemu procesowi naturalnego sezonowania i wyżarzania w celu wyeliminowania naprężeń wewnętrznych przed rozpoczęciem obróbki, co gwarantuje długoterminową stabilność geometryczną.
OPROGRAMOWANIE
Własny interfejs użytkownika

Chociaż wykorzystujemy solidne podstawy sprzętowe (takie jak Fanuc), interfejs użytkownika to 100% Okamoto. Przekształciliśmy złożony świat kodu G w intuicyjne interfejsy graficzne.
- Prostota ekranu dotykowego: Nowoczesne panele dotykowe o wysokiej rozdzielczości z niestandardowymi układami parametrów szlifowania.
- Wizualizacja procesów: Monitorowanie w czasie rzeczywistym pozycji ściernicy, mierników obciążenia i stanu cyklu.
Nie jest wymagany kod G
Nasze oprogramowanie “Conversation Software” (dostępne w naszych seriach ACC-CA, ACC-SA i OGM) umożliwia operatorom programowanie złożonych cykli mielenia poprzez proste wprowadzanie danych w oknach dialogowych.
- Logika krok po kroku: Oprogramowanie prosi o podanie wymiarów obrabianego przedmiotu, docelowej ilości usuwanego materiału i pożądanego wykończenia. Następnie system automatycznie oblicza optymalne przejścia obróbki zgrubnej, półwykańczającej i wykańczającej.
- Łatwe tworzenie złożonych profili: W przypadku szlifierek kształtowych nasze oprogramowanie zawiera wstępnie załadowane kształty. Operatorzy mogą łączyć kształty w celu tworzenia złożonych profili bez konieczności zewnętrznego programowania CAD/CAM dla standardowych operacji.
- Opatrunek automatyczny: Cykle obciągania są zintegrowane z przepływem pracy, automatycznie kompensując zużycie ściernicy w celu utrzymania dokładności wymiarowej.
